Lost Foam Casting is a method of casting molten metal by displacement, versus by mold. What that means is the molten metal plunges into the foam shape. As it is plunging into the shape it is melting it all at once. Gases are given off as the foam vaporizes and flames will emerge as the foam is burnt away. The foam melts so quickly that the shape of the part is nearly identical to the shape of the original foam shape.
That is a simplified explanation, the more technical explanation is as follows:
- A part shape is developed using 3 d modeling
- The shape is then machined out of foam on a CNC router.
 (More expensive industrial methods use permanent molds with foam pellets activated with steam. The resultant foam pellets expand into the constrained shape of the metal mold. This method is not used here at Prototype Industries…yet)
(More expensive industrial methods use permanent molds with foam pellets activated with steam. The resultant foam pellets expand into the constrained shape of the metal mold. This method is not used here at Prototype Industries…yet) - The routed out foam shape is then prepped to have fillers, risers and gates. The purpose for these components is so the part can be filled properly. Skill is needed to know where to put these components other wise the resultant part can get ruined or not fill properly. Typically short shots, or warping are the big disappointments.
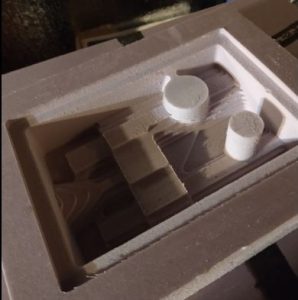
- The routed foam shape, which looks identical to the part that is being attempted, is coated with a liquid refractory material that is more like a paste than a liquid. This refractory material dries into a shell like material. It does not have to be fired, or heat dried but air dried.
- Once the refractory has dried the coated part is lowered into a metal

Foam part coated with refractory material
enclosure and then foundry sand is poured around the whole coated part. A vibrator is used to pack the sand around all the areas on the part. Typically the underside of a part will not cast well, as the sand does not like to “rise up” into voids, or cavities. Attention as to how to keep these voids from being problematic is vital when prepping for casting. Vibration helps pack the sand in, and extended vibration may be required.
- The foam system is now set for filling with molten metal. This process is actually suitable for a wide range of metals, such as aluminum, brass, steel and cast iron. Our foundry is limited to aluminum, brass and zinc. However, some foundries have agreed to work with us to do cast iron using out molding methods.
- As stated before, the molten metal enters the part at the filler, or entry gate. The metal instantly vaporizes the foam filling the void where the foam was. However, the refractory material also helps keep the shape of the part while the foam is vaporizing. It forms a barrier (keeps the sand from getting stuck to the surface of the resultant part) and also provides a gas path for the vaporized foam (the refractory is permeable so the gas can go through it). Additionally, the refractory has an element of strength to it, so it can keep the sand from falling into a part where the foam is vaporized and the aluminum is not there yet.
When performed correctly the outcome of parts is astonishingly accurate. We have made several permanent die cast molds using this method.
This method is ideal for larger parts, where one or two are required. Because CNC routing is involved to make the foam parts the cost per part is reasonable, however, duplication of parts requires actual hard or soft tooling, depending on the quantity of parts needed.